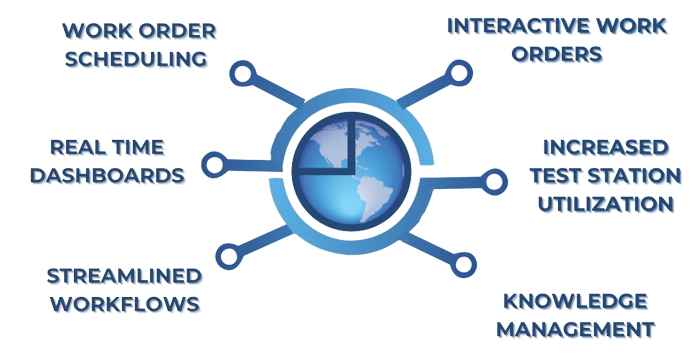
Hooks & Associates, Inc. (H&A) is a engineering firm that designs, fabricates, and installs automated test systems for the manufacturing industry. We specialize in psychrometric test chambers for testing unitary air conditioners, measurement and control systems for test labs and powerful software systems. We provide technology and expertise from the reading to report to automate the collection of lab data and streamline lab processes.
Fully integrated solutions
Design
Chamber
Hardware
Software
Our Products
Psychrometric Chambers
Indoor/Outdoor rooms, Code Testers with real time refrigerant calculations
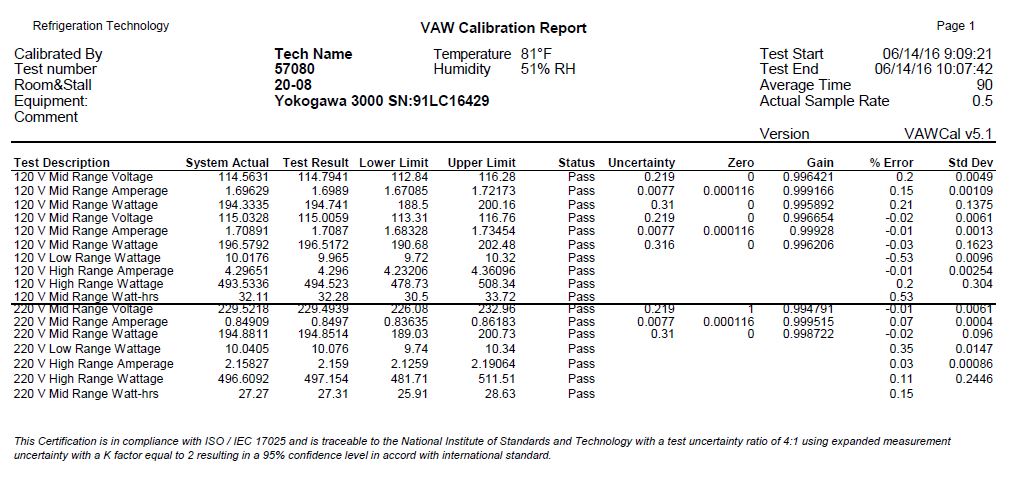
Automated Calibration
We understand that calibration is a costly and time-consuming process.
Customer Assurance Laboratory
End of line test systems to check product performance and quickly determine pass/fail
Environmental Chambers
Test Refrigerators, Freezers, Washers, Dryers, Cook Tops, and many more